
AFIAR BROCA HELICOIDAL
É a operação que consiste em preparar as arestas cortantes de uma broca com a finalidade de facilitar a penetração e as condições de corte.
Duas são as maneiras de executá-la: à mão ou com dispositivos especiais.
PROCESSO DE EXECUÇÃO
PRECAUÇÃO
Todos os trabalhos executados com rebolos implicam na necessidade de proteger os olhos.
1º Passo – Ligue a esmerilhadora.
2º Passo – Segure a broca em posição e aproxime-a do rebolo.
PRECAUÇÃO
A broca deve ser segurada com firmeza e aproximada o rebolo cuidadosamente.
3º Passo – Afie um dos gumes.
a) Encoste a broca no rebolo observando as inclinações convenientes.
 -Inclinação para obter o ângulo da ponta.
B -Inclinação para obter o ângulo de folga.

b) Dê movimentos giratórios na broca até que o ponto de contato entre a broca e o rebolo seja em toda a superfície, desde o ponto A até o ponto B.

OBSERVAÇÕES
1. Os ângulos da broca determinam-se consultando tabela.
2. Deve-se evitar que a broca se destempere, refrigerando-a em água.
4º Passo – Verifique o ângulo da broca usando verificador ou transferidos.
Se necessário, repita o terceiro passo até conseguir um gume perfeito.

5º Passo – Afie o outro gume e verifique seguindo as indicações do terceiro e quarto passos.
A operação de afiar uma broca helicoidal pode ser efetuada manualmente ou mecanicamente, empregando-se um dispositivo especial. É evidente que o processo mecânico, automático ou semi-automático, produz um acabamento e um ajustamento à forma ideal da ponta da broca muito mais perfeito do que o processo manual.
Acontece que nem sempre se tem um dispositivo para afiar brocas e o preparador se vê na contingência de efetuar manualmente a preparação, atendendo, no possível, as exigências requeridas para a ferramenta.
A ponta de uma broca não constitui um só cone, como à primeira vista pode sugerir a sua forma. Cada dorso pertence a um cone distinto, cada gume principal é a geratriz do cone do dorso que lhe fica atrás, e a crista é o resultado da intersecção desses cones.
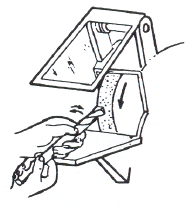
A afiação da broca deverá, assim, ser efetuada em duas etapas, uma para cada dorso, e durante a afiação se deve dar à broca um movimento tal, que a esmerilhadora corte o dorso da ponta, segundo a forma cônica da sua superfície.

Manualmente, isto é conseguido segurando-se a broca com as duas mãos, apoiando-se na mesa da esmerilhadora e movimentando-se o cabo com a ponta junto do esmeril, conforme a figura abaixo.

Mecanicamente, usa-se um dispositivo que posiciona a broca segundo os ângulos desejados, e, automaticamente ou semi-automaticamente, faz o avanço da broca contra a face do rebolo. Ao mesmo tempo, faz o deslocamento da ferramenta segundo uma geração cônica, conforme mostra a figura abaixo.

Para se obter um bom desempenho das brocas durante a furação, é necessário que na sua preparação sejam observadas as indicações técnicas em função do material da obra.
O preparador de ferramentas deverá ter especial cuidado com as seguintes características da ferramenta.
1. O esmerilhamento do fundo dos sulcos junto a crista da broca.

2. O ângulo da ponta: os gumes principais com igual inclinação relativamente ao eixo da broca.

3. As arestas de corte ou gumes principais com o mesmo comprimento.

4. O ângulo de incidência dentro dos limites recomendados.

O corpo da broca é construído em torno de uma “alma” central chamada alma.

A alma é cônica e vai aumentando no sentido da haste. A proporção que se usa a ferramenta e novas operações são feitas, a broca vai-se encurtando por causa do desgaste, e o diâmetro da alma aumenta. O gume transversal, em consequência, vai ficando maior.
Quando se efetua a furação, há necessidade de penetração, e isto se consegue por uma pressão que se transmite axialmente e é suportada pela crista, parte da broca que se apoia no fundo do furo.
A pressão e a rotação produzem atrito, e este, calor.
Para um trabalho mais eficiente, procura-se manter o gume transversal com suas dimensões originais e, com tal finalidade, esmerilha-se o fundo dos sulcos, diminuindo-se os extremos do gume transversal.
O esmerilhamento deverá ser igual em ambos os sulcos, porque, sendo desigual, torna o gume transversal excêntrico, o que força o desvio da broca na furação, além de causar um furo maior do que a dimensão da ferramenta.
O ângulo da ponta

Quando as arestas de corte não são preparadas com a mesma inclinação em relação ao eixo da ferramenta, apenas um dos gumes se apoia no fundo e corta o material da obra.
Este fato causa um esforço excessivo de uma só navalha, o que determina o embotamento, a necessidade mais frequente de afiação e menor vida para a ferramenta.
Gumes principais com comprimentos desiguais

Cada navalha corta um cavaco diferente e gira excêntricamente, provocando um furo de dimensões maiores do que a broca.
A diferença dos diâmetros do furo e da ferramenta é o dobro da diferença entre os comprimentos das navalhas.
O ângulo de incidência ou folga
Uma broca helicoidal, quando em operação, deve apoiar no fundo do furo o gume trasnversal e os gumes principais.
Os gumes principais operam como cunhas, e o ângulo de folga deverá ser tal, que sempre evite o atrito do dorso da ponta contra o material da obra.
Se o ângulo de folga é excessivo, enfraquece a cunha e favorece a fratura da navalha. Se a folga é insuficiente, o dorso atrita o fundo do furo, desenvolve calor em demasia e recoze as arestas, prejudicando a dureza do material da broca.
Em razão deste fato, a ponta da broca cega e não se pode prosseguir na furação.
ÂNGULOS DE CORTE EM BROCAS HELICOIDAS
É evidente que a parte mais importante da broca é a ponta. É a ponta que penetra, corta e inicia a expulsão do cavaco durante a furação.
Se olharmos de frente a ponta da broca, poderemos reconhecer:

aa’ e bb’ – areastas de corte ou gumes principais;
A, B – flancos;
a, a”, bb” – margens ou guias;
c’c’, b’d’ – segmentos curvilíneos de secção dos sulcos;
C’c” e d’d” – superfícies laterais do corpo;
D – diâmetro da broca.
As faces aa” e bb”, as guias ou margens podem pertencer ao cilindro de diâmetro D, ou apresentar uma inclinação de 6º.
A inclinação favorece a raspagem, enquanto a sua ausência favorece o trabalho de guia durante a furação.
Os gumes principais são afiados “por detrás”, esmerilhando-se os flancos de tal forma, que apenas as arestas de corte se apóiem no fundo do furo e à frente do sentido do movimento de rotação.
A broca, como todas as ferramentas de corte, possui ângulos de corte estudados, de cuja exatidão depende o bom rendimento do trabalho.
|
Ângulos s = saída ou ataque c = cunha f = incidência ou folga
|
|

O ângulo de incidência poderá variar entre 9º e 12º.

O ângulo da ponta da broca deverá obedecer à tabela abaixo:

ESCAREAR O GUME TRANSVERSAL
A fim de obter um melhor rendimento das brocas, esmerilha-se o fundo dos sulcos junto à crista.
Diminui-se o tamanho do gume transversal e se obtém uma melhor penetração. Cabe ao preparador executar tecnicamente o escareado da ponta, dando à ferramenta condições para bom desempenho das suas funções.
Análise da Operação
|
1 -Monte o disco de esmeril.
|
1.1 – disco bicônico DIN 69/49, C-100; 1.2 – determinando as características de acordo com a FIT.
|
|
2 -Posicione a broca.
|
2.1 – apoiando o fundo de um dos sulcos no bordo do disco de esmeril; 2.2 – inclinando ligeiramente a broca.
|
|
3 – Escareie.
|
3.1 – pressionando ligeiramente a broca contra o esmeril; 3.2 – verificando o esmerilhamento obtido; 3.3 – repetindo o escareamento no outro sulco.
|
|
4 – Verifique.
|
4.1 – visualmente;
4.2 – comparando os dois escareados, para verificar se são iguais.
|



