
FURADEIRA E ACESSÓRIOS
A furadeira é uma máquina-ferramenta que permite executar operações como furar, roscar com machos, rebaixar e escarear furos.
Essas operações são executadas pelo movimento de rotação e avanço das ferramentas fixadas no eixo principal da furadeira. O movimento de rotação é dado por um sistema de engrenagens ou de polias, impulsionado, geralmente, por um motor elétrico. O avanço é dado por um sistema de engrenagens que pode ser manual ou automático.
 Basicamente, há duas categorias de
furadeiras: as portáteis, que podem ser elétricas ou pneumáticas, e as de
coluna Industrialmente, as furadeiras de coluna são as mais utilizadas e são
encontradas em diversos tipos e modelos para atender às mais variadas
necessidades industriais.
Basicamente, há duas categorias de
furadeiras: as portáteis, que podem ser elétricas ou pneumáticas, e as de
coluna Industrialmente, as furadeiras de coluna são as mais utilizadas e são
encontradas em diversos tipos e modelos para atender às mais variadas
necessidades industriais.
As principais partes comuns a todas as furadeiras de coluna são as seguintes: motor, cabeça motriz, coluna, árvore ou eixo principal, mesa porta-peças e base que podem ser de bancada ou de piso.
|
|
Motor – Fornece energia que impulsiona o sistema de engrenagens ou de polias.
Cabeça Motriz – É a parte superior da máquina onde se localiza o sistema de engrenagens ou polias e a árvore ou eixo principal.
Coluna – É o suporte da cabeça motriz. Dispõe de guias verticais sobre as quais deslizam a cabeça motriz e a mesa porta-peças.
Árvore Ou Eixo Principal – Situado na cabeça motriz, é a parte onde a ferramenta é fixada diretamente ou por meio de acessórios. É a arvore que transmite o movimento do sistema de engrenagens ou polias à ferramenta e permite que esta execute a operação desejada.
|

Mesa Porta-Peças – Parte móvel da máquina onde a peça é fixada.
Base – É o plano de apoio da máquina para fixação no piso ou na bancada. O comprimento de avanço de uma broca ou de outra ferramenta fixada na furadeira de coluna pode ser efetuado manual ou automaticamente.
As furadeiras com avanço manual são as mais comuns. Nessas furadeiras, o avanço é controlado pelo operador por meio de um manípulo.
As furadeiras com avanço manual existem em vários modelos e executam trabalhos que não exigem grande precisão. Por outro lado, as furadeiras com avanço
|
|
Automático possibilitam furos de maior precisão e melhor acabamento. São usadas principalmente nas indústrias de fabricação de motores, máquinas operatrizes, aparelhos cirúrgicos, etc. Abaixo ilustramos um modelo de furadeira de coluna com avanço manual e um modelo de furadeira de coluna com avanço automático.
|
|
FURADEIRA DE BANCADA
29-FURAÇÃO
30-FURADEIRAS
Entre os principais acessórios que são utilizados nas furadeiras de coluna, destacam-se:
|
Mandril; |
Morsa de máquina; |
|
Buchas cônicas de redução; |
Extrator de mandril e de buchas cônicas. |
Mandril
Há dois tipos de mandris: o porta-broca e o porta-macho. O mandril tipo porta-broca é utilizado para fixar brocas, alargadores e escareadores enquanto o mandril tipo porta macho é utilizado apenas para fixar machos.
|
|
O mandril porta-broca é constituído por várias partes, conforme mostram as ilustrações a seguir .Tanto o mandril tipo porta-broca quanto o tipo porta-macho são fixados na árvore ou eixo principal da furadeira de coluna por meio de uma haste cônica ou cone. |
|
||
|
|
|
|
||

|
Para fixar uma determinada ferramenta ao mandril, usa-se a chave do mandril, ilustrada ao lado.
Introduz-se a ponta de encaixe da chave no orifício de encaixe do mandril. A seguir, gira-se a chave para a esquerda e movimenta-se o corpo principal do mandril; este faz girar o anel roscado que, por sua vez, abre as pinças e permite a fixação da ferramenta.
Completa-se essa fixação girando a chave para a direita para que as pinças se fechem e prendam firmemente a ferramenta. |
Para retirar a ferramenta, usa-se igualmente a chave do mandril.
|
|
É outro acessório que permite prender a peça na mesa da máquina-ferramenta. Um tipo de morsa de máquina é o ilustrado a seguir. O sistema de fixação da morsa de máquina é semelhante ao da morsa de bancada. |
|
|
|
A peça é fixada por meio de um parafuso movimentado por meio de um manípulo ao longo da guia da mandíbula móvel da morsa. A fixação da morsa na mesa da furadeira é feita com parafusos e porcas através dos rasgos das orelhas que se encaixam em ranhuras, em formato dr “T”, na mesa da máquina.
|
|
|
Há vários modelos de morsas de máquina, porém, basicamente o sistema de fixação das peças ou da morsa à mesa da máquina e o mesmo.
Processo de Execução
|
1º Passo – Prenda a peça.
Observações:
a) A fixação depende da forma e do tamanho da peça; pode-se fixar na morsa da furadeira, com grampos ou com morsa de mão.
|
|
|
|
|
b) Para evitar perfurar a morsa ou a mesa da furadeira, ponha um pedaço de madeira entre a peça e a base de apoio desta.
|
|
|
|
|
2º Passo – Prenda a broca no mandril.
a) Antes de fixar a broca, verifique, com o paquímetro, se tem o diâmetro adequado e se está bem afiada.
b) No caso de brocas de haste cônica, fixe-a diretamente na árvore da máquina. |
|
||
c) Para furar chapas finas selecione ou prepare a broca. Observações:
Quando o furo a executar for passante, essa distância deve ter 2 ou 3 milímetros a mais, para assegurar a saída da broca.
3º Passo – Fure.
Precaução
A broca e a peça devem estar bem presas.
|
a) Aproxime a broca da peça, acionando a alavanca de avanço. |
b) Centre a broca com o ponto onde se vai furar. |
|
c) Ligue a máquina. |
d) Inicie e termine o furo. |
Observações:
a) O fluido de corte deve ser adequado ao material.
b) Ao se aproximar o fim da furação, o avanço da broca deve ser lento.
Precaução
Ao Furar, Tenha Cuidado Para Não Se Ferir Com Os Cavacos. Velocidade De Corte Na Furadeira Velocidade de Corte (Vc).
Na furadeira é a velocidade que terá um ponto de periferia da broca, ao girar, durante o corte. Expressa-se em metros por minuto, e seus diferentes valores são obtidos pela variação do número de rotações da árvore da furadeira, por minuto. No caso das brocas, a velocidade de corte depende:
|
Do material a furar; |
Do material da broca |
Avanço de Corte da Broca
É a penetração que esta realiza no material em cada volta. Expressa-se comumente em milímetros por volta (mm/v). A tabela, na página seguinte, indica os valores médios de velocidade e avanço de corte das brocas de distintos diâmetros parar os materiais usuais.
Essa tabela apresenta valores para serem utilizados somente quando se usam brocas de aço rápido. Usando brocas de aço carbono, os valores devem ser reduzidos à metade.
Observação
As velocidades de corte e avanço foram extraídas dos livros “Manual Del Taller.
Velocidade e Avanço Para Brocas de Aço Rápido

BROCAS
A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução de furos cilíndricos.
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
|
|
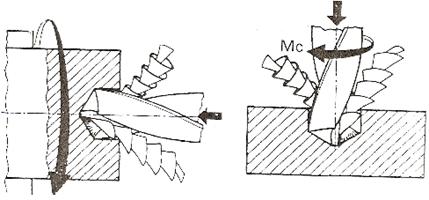
Nos tornos, as brocas são estacionárias, ou seja, o movimento de corte é promovido pela peça em rotação. Já nas fresadoras, furadeiras e nas mandriladoras, o movimento de corte é feito pela broca em rotação. |
As brocas são construídas conforme a norma NBR 6176.
 A nomenclatura de sua partes
componentes e seus correspondentes em termos usuais em mecânica estão
apresentados a seguir.A
broca do tipo helicoidal de aço rápido é a mais usada em mecânica.
A nomenclatura de sua partes
componentes e seus correspondentes em termos usuais em mecânica estão
apresentados a seguir.A
broca do tipo helicoidal de aço rápido é a mais usada em mecânica.
Por Isso. é preciso conhecer suas características de construção e nomenclatura.
|
|
|
|
|
|
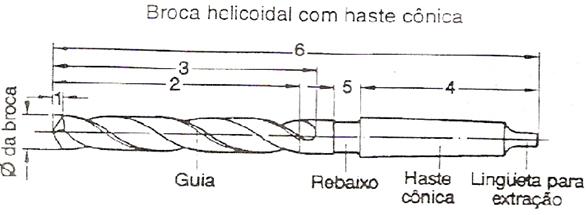


Haste é a parte que fica presa à máquina. Ela pode ser cilíndrica ou cônica no seu diâmetro.
Corpo é a parte que serve de guia e corresponde ao comprimento útil da broca. Quando se trata de broca helicoidal, o corpo tem dois canais em forma de héiice espiralada. No caso de broca canhão, ele é formado por uma aresta plana.
A ponta é a extremidade cortante que recebe a afiação. Forma um ângulo e ponta que varia de acordo com o material a ser furado.
A broca corta com as suas duas arestas cortantes como um sistema de duas ferramentas. Isso permite formar dois cavacos simétricos.
Além de permitir a saída do cavaco, os canais helicoidais permitem a entrada do líquido de refrigeração e lubrificação na zona de corte.
As guias que limitam os canais helicoidais guiam a broca no furo. Elas são cilíndricas e suficientemente finas para reduzir o atrito nas paredes do orifício. As bordas das guias constituem as arestas laterais da broca.
A aresta principal de corte é constituída pela superfície de saída da broca e a ponta da broca.
TIPOS DE BROCAS COMO FURAR PAREDE
AFIAR BROCA HELICOIDAL
É a operação que consiste em preparar as arestas cortantes de uma broca com a finalidade de facilitar a penetração e as condições de corte.
Duas são as maneiras de executá-la: à mão ou com dispositivos especiais.
PROCESSO DE EXECUÇÃO
PRECAUÇÃO
Todos os trabalhos executados com rebolos implicam na necessidade de proteger os olhos.
1º Passo – Ligue a esmerilhadora.
2º Passo – Segure a broca em posição e aproxime-a do rebolo.
PRECAUÇÃO
A broca deve ser segurada com firmeza e aproximada o rebolo cuidadosamente.
3º Passo – Afie um dos gumes.
a) Encoste a broca no rebolo observando as inclinações convenientes.
 -Inclinação para obter o ângulo da ponta.
B -Inclinação para obter o ângulo de folga.

b) Dê movimentos giratórios na broca até que o ponto de contato entre a broca e o rebolo seja em toda a superfície, desde o ponto A até o ponto B.

OBSERVAÇÕES
1. Os ângulos da broca determinam-se consultando tabela.
2. Deve-se evitar que a broca se destempere, refrigerando-a em água.
4º Passo – Verifique o ângulo da broca usando verificador ou transferidos.
Se necessário, repita o terceiro passo até conseguir um gume perfeito.

5º Passo – Afie o outro gume e verifique seguindo as indicações do terceiro e quarto passos.
A operação de afiar uma broca helicoidal pode ser efetuada manualmente ou mecanicamente, empregando-se um dispositivo especial. É evidente que o processo mecânico, automático ou semi-automático, produz um acabamento e um ajustamento à forma ideal da ponta da broca muito mais perfeito do que o processo manual.
Acontece que nem sempre se tem um dispositivo para afiar brocas e o preparador se vê na contingência de efetuar manualmente a preparação, atendendo, no possível, as exigências requeridas para a ferramenta.
A ponta de uma broca não constitui um só cone, como à primeira vista pode sugerir a sua forma. Cada dorso pertence a um cone distinto, cada gume principal é a geratriz do cone do dorso que lhe fica atrás, e a crista é o resultado da intersecção desses cones.
A afiação da broca deverá, assim, ser efetuada em duas etapas, uma para cada dorso, e durante a afiação se deve dar à broca um movimento tal, que a esmerilhadora corte o dorso da ponta, segundo a forma cônica da sua superfície.

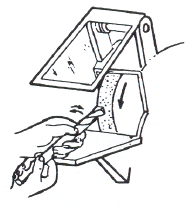
Manualmente, isto é conseguido segurando-se a broca com as duas mãos, apoiando-se na mesa da esmerilhadora e movimentando-se o cabo com a ponta junto do esmeril, conforme a figura abaixo.

Mecanicamente, usa-se um dispositivo que posiciona a broca segundo os ângulos desejados, e, automaticamente ou semi-automaticamente, faz o avanço da broca contra a face do rebolo. Ao mesmo tempo, faz o deslocamento da ferramenta segundo uma geração cônica, conforme mostra a figura abaixo.

Para se obter um bom desempenho das brocas durante a furação, é necessário que na sua preparação sejam observadas as indicações técnicas em função do material da obra.
O preparador de ferramentas deverá ter especial cuidado com as seguintes características da ferramenta.
1. O esmerilhamento do fundo dos sulcos junto a crista da broca.

2. O ângulo da ponta: os gumes principais com igual inclinação relativamente ao eixo da broca.

3. As arestas de corte ou gumes principais com o mesmo comprimento.

4. O ângulo de incidência dentro dos limites recomendados.

O corpo da broca é construído em torno de uma “alma” central chamada alma.

A alma é cônica e vai aumentando no sentido da haste. A proporção que se usa a ferramenta e novas operações são feitas, a broca vai-se encurtando por causa do desgaste, e o diâmetro da alma aumenta. O gume transversal, em consequência, vai ficando maior.
Quando se efetua a furação, há necessidade de penetração, e isto se consegue por uma pressão que se transmite axialmente e é suportada pela crista, parte da broca que se apoia no fundo do furo.
A pressão e a rotação produzem atrito, e este, calor.
Para um trabalho mais eficiente, procura-se manter o gume transversal com suas dimensões originais e, com tal finalidade, esmerilha-se o fundo dos sulcos, diminuindo-se os extremos do gume transversal.
O esmerilhamento deverá ser igual em ambos os sulcos, porque, sendo desigual, torna o gume transversal excêntrico, o que força o desvio da broca na furação, além de causar um furo maior do que a dimensão da ferramenta.
O ângulo da ponta

Quando as arestas de corte não são preparadas com a mesma inclinação em relação ao eixo da ferramenta, apenas um dos gumes se apoia no fundo e corta o material da obra.
Este fato causa um esforço excessivo de uma só navalha, o que determina o embotamento, a necessidade mais frequente de afiação e menor vida para a ferramenta.
Gumes principais com comprimentos desiguais

Cada navalha corta um cavaco diferente e gira excêntricamente, provocando um furo de dimensões maiores do que a broca.
A diferença dos diâmetros do furo e da ferramenta é o dobro da diferença entre os comprimentos das navalhas.
O ângulo de incidência ou folga
Uma broca helicoidal, quando em operação, deve apoiar no fundo do furo o gume trasnversal e os gumes principais.
Os gumes principais operam como cunhas, e o ângulo de folga deverá ser tal, que sempre evite o atrito do dorso da ponta contra o material da obra.
Se o ângulo de folga é excessivo, enfraquece a cunha e favorece a fratura da navalha. Se a folga é insuficiente, o dorso atrita o fundo do furo, desenvolve calor em demasia e recoze as arestas, prejudicando a dureza do material da broca.
Em razão deste fato, a ponta da broca cega e não se pode prosseguir na furação.
ÂNGULOS DE CORTE EM BROCAS HELICOIDAS
É evidente que a parte mais importante da broca é a ponta. É a ponta que penetra, corta e inicia a expulsão do cavaco durante a furação.
Se olharmos de frente a ponta da broca, poderemos reconhecer:

aa’ e bb’ – areastas de corte ou gumes principais;
A, B – flancos;
a, a”, bb” – margens ou guias;
c’c’, b’d’ – segmentos curvilíneos de secção dos sulcos;
C’c” e d’d” – superfícies laterais do corpo;
D – diâmetro da broca.
As faces aa” e bb”, as guias ou margens podem pertencer ao cilindro de diâmetro D, ou apresentar uma inclinação de 6º.
A inclinação favorece a raspagem, enquanto a sua ausência favorece o trabalho de guia durante a furação.
Os gumes principais são afiados “por detrás”, esmerilhando-se os flancos de tal forma, que apenas as arestas de corte se apoiem no fundo do furo e à frente do sentido do movimento de rotação.
A broca, como todas as ferramentas de corte, possui ângulos de corte estudados, de cuja exatidão depende o bom rendimento do trabalho.
|
Ângulos s = saída ou ataque c = cunha f = incidência ou folga
|
|

O ângulo de incidência poderá variar entre 9º e 12º.

O ângulo da ponta da broca deverá obedecer à tabela abaixo:

ESCAREAR O GUME TRANSVERSAL
A fim de obter um melhor rendimento das brocas, esmerilha-se o fundo dos sulcos junto à crista.
Diminui-se o tamanho do gume transversal e se obtém uma melhor penetração. Cabe ao preparador executar tecnicamente o escareado da ponta, dando à ferramenta condições para bom desempenho das suas funções.
Análise da Operação
|
1 -Monte o disco de esmeril.
|
1.1 – disco bicônico DIN 69/49, C-100; 1.2 – determinando as características de acordo com a FIT.
|
|
2 -Posicione a broca.
|
2.1 – apoiando o fundo de um dos sulcos no bordo do disco de esmeril; 2.2 – inclinando ligeiramente a broca.
|
|
3 – Escareie.
|
3.1 – pressionando ligeiramente a broca contra o esmeril; 3.2 – verificando o esmerilhamento obtido; 3.3 – repetindo o escareamento no outro sulco.
|
|
4 – Verifique.
|
4.1 – visualmente;
4.2 – comparando os dois escareados, para verificar se são iguais.
|


